-
 天然气真空相变炉
天然气真空相变炉
每次运行锅炉之前检查锅炉的煤气压力是否正常,长治真空锅炉,一...
-
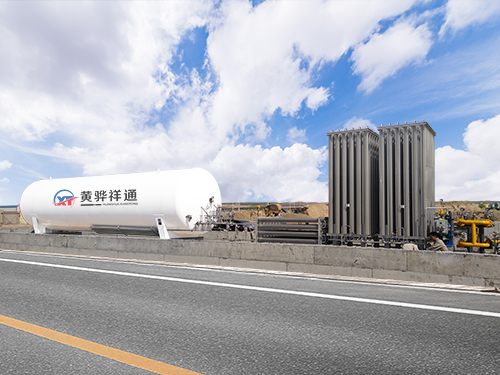 LNG气化站,气化站
LNG气化站,气化站
LNG气化站安全管理,核心内容是要围绕如何防止天然气泄漏、消除引...
-
 LNG储罐,液化天然气储罐,LNG天然气储罐,LNG低温容器,LNG低温储槽
LNG储罐,液化天然气储罐,LNG天然气储罐,LNG低温容器,LNG低温储槽
LNG储罐,隔热型式采用真空粉末隔热技术,储罐内筒及管道材料选用...
-
 有压相变加热炉-XB
有压相变加热炉-XB
有压相变加热炉-XB利用真空相变技术,壳体内压力变为负压,使加热...
-
 水套炉
水套炉
在水套炉的筒体中,装设了火筒、烟管、油盘管等部件,他们占据了...
液氮储罐焊接技术的发展趋势跟操作规程
【一】、液氮储罐焊接技术的发展趋势
根据我国石油及化工企业的发展需求,今后储罐的发展方向是大容积、国产化、自动焊(包括与国产钢材、进口钢材焊丝匹配以及焊接设备)。在液氮储罐施工方面,尽管我们根据日本及有关国家的规范,结合我国具体情况,创了各种大型储罐的施工方法,近几年我国的储罐施工队伍也不断发展,但总的来看,目前我国的储罐建设,不论是储罐的容积、数量还是国产化水平,均处于起步的初级阶段。
(1)埋弧自动横焊技术国内经过十多年的攻关,已取得了突破性进展,单丝埋弧焊技术已基本成熟,操作简单,焊接质量稳定,将在大型储罐焊接中发挥重要作用。
(2)在大型储罐的自动焊设备与焊材方面,国产化程度还不够高,特别是与引进的钢板相匹配的自动焊焊丝,尚依赖进口,高,这是今后我国建造大型储罐所解决的课题。
1)尽快使储罐自动焊机国产化,相关焊机制造业厂商应该将研制储罐自动焊机作为一种重要的结构产品来发展。今后,要开展双丝或多丝埋弧横焊技术的研究,进一步提高焊接效率。双丝埋弧焊应用于大型储罐焊接的历史很短,实际应用的例子很少,应进一步进行研究。
2)尽快使储罐自动焊配套焊材国产化,相关焊材制造业开发适应不同钢材焊接的CO2气保药芯焊丝、自保护药芯焊丝、实芯焊丝、焊剂等,并提供相应的指导工艺参数。
(3)用于纵缝焊接的气电立焊的研究,国内尚处于起步阶段。应研究开发用于储罐纵缝焊接的气电立焊技术,实现国产化,对打破国外技术垄断,降低工程成本,满足储罐建设的需要具有重要意义。采用的方法和装置,要做到成本低,使用方便。此外,应解决目前所采用的气电立焊的焊机结构改造,使之能适用于储罐倒装施工工艺,进一步提高拱顶储罐的焊接质量和建造速度,缩短施工周期,提高经济效益。
(4)倒装储罐埋弧自动横焊的研究和应用历史不长,还有许多问题需要解决。
【二】、液氮储罐的操作规程
初次充灌、填补充灌、气路、低温泵系统软件、超低温液体自动喷淋系统、小器皿充装、槽罐车充灌、增加调节阀门设置、液位计的实际操作。
1.初次充灌的操作步骤
2.确定供LN2立式低温储罐里的液体便是所要充灌的液体。
3.确定除液位计左右阀(V-9、V-11)早已开启,其他闸阀处在关掉情况。
4.将供液设备输液软管与贮槽充装口C-1相互连接。
5.开全泄压阀V-13,开展过热蒸汽充灌。6.开启管路长液排尽法V-3,微开供液设备的出液阀,使输液软管子制冷,另外吹除贮槽充装C-1出口处的残渣及气体。
7.关掉管路残余液排污阀v-3,渐渐地开启顶端液体進口阀v-2,开展顶端自喷充灌。
8.在充灌液体期内,应留意贮槽气压表P-1。若贮槽內容器工作压力升高至超出供液工作压力或贴近贮槽的一切正常压力,应开启內容器泄压阀V-13,使贮槽放空气卸压。
9.应用V-2开展顶端充灌。
10.开启管路残余液放阀V-3,排出来输液金属材料软管和勤奋液管的残余液体后关掉底端液体進口阀V-2和管路残余液排污阀V-3。关掉內容器泄压阀V-13。
11松掉输液软管与贮槽充装口C-1的连接连接头,对软管表层化霜,待软管软性后拆下来输液软管。
