-
 天然气真空相变炉
天然气真空相变炉
每次运行锅炉之前检查锅炉的煤气压力是否正常,长治真空锅炉,一...
-
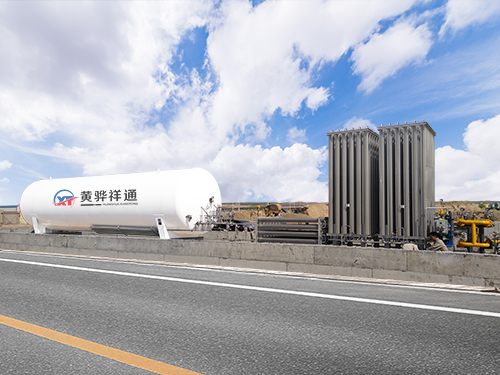 LNG气化站,气化站
LNG气化站,气化站
LNG气化站安全管理,核心内容是要围绕如何防止天然气泄漏、消除引...
-
 LNG储罐,液化天然气储罐,LNG天然气储罐,LNG低温容器,LNG低温储槽
LNG储罐,液化天然气储罐,LNG天然气储罐,LNG低温容器,LNG低温储槽
LNG储罐,隔热型式采用真空粉末隔热技术,储罐内筒及管道材料选用...
-
 有压相变加热炉-XB
有压相变加热炉-XB
有压相变加热炉-XB利用真空相变技术,壳体内压力变为负压,使加热...
-
 水套炉
水套炉
在水套炉的筒体中,装设了火筒、烟管、油盘管等部件,他们占据了...
大容积LNG储罐焊接施工质量控制及改进措施
LNG储罐的主要作用就是对大面积的液化气储存提供支持,是一种大型的储存设备,由于液化气属于低温危化品,所以在化学性质上是非常危险的,典型的易燃易爆产品,所以对行业发展来说,LNG储罐需要在建设质量上,这样才能液化气处于的储存状态中,而LNG储罐的焊接施工中需要经过非常复杂的施工工序,作业量非常大,焊接质量的是非常关键的。
1大容积LNG储罐焊接施工质量现状
(1)焊接焊缝检侧目前来看,对焊接一次合格率的要求是非常严格的。需要达到及以上。而国内相关的建设,在LNG储罐建设的焊接施工中,普遍是可以达到这一要求的,而主要检侧的方法就是焊缝检侧,对焊接效果进行探伤拍片,不合格的产品需要进行返修,现阶段国内多数LNG储罐的焊接施工中,左右是可以达到合格,施工质量还是有的。
(2)焊缝质量焊缝主要的质量问题就是在LNG储罐的焊接中,由于在熔池内气体并未全部溢出,但是熔池已完成凝固。所以就会产生一些孔隙,这就是焊缝现象,在焊接中也有可能存在一些杂物进入到熔池,所以也会形成夹渣问题,还有一种情况,就是焊接中,存在咬边的质量问题。
2施工质量原因分析
(1)孔隙现象原因在焊接施工中,造成孔隙的主要原因就是防风措施未能做到位,所以会有一部分气体进入到熔池中,而在熔池内若是气体在凝固前未能溢出,就造成了孔隙。另外的一些原因就是材料和操作方面的问题,焊接的材料需要质量合格,如果材料没有经过严格的烘焙,或者是在烘焙操作中,未能达到行业技术要求,那么也会造成孔隙现象,或者是焊丝的清理质量不过关,那么在焊接中,焊丝自身就会将一些气体带入到熔池中。在操作方面主要是对焊件要认真清理,若是焊件清理未能做到洁净,那么在作业中不仅会出现孔隙现象,夹渣和咬边也是有可能产生的。
(2)夹渣现象原因产生夹渣现象主要是因为焊件清理质量不过关,在焊接的过程中,若是有药皮脱落,落在熔池中,就会造成夹渣的现象,或者是在焊接操作中出现的问题,焊接的角度、电弧以及焊层的厚度都有着严格的要求,具体来说就是焊接的电弧不能过长,而焊层不能过厚,焊接的速度不能过快,这样就可以避免夹渣现象的产生,不会导致杂质在熔池凝固前未能浮出。
(3)咬边现象原因产生咬边的现象主要是因为焊缝和母材未能良好融合,于是会在焊接后出现沟槽。造成咬边的重要原因是操作方法不当,焊接规范选择不正确,如焊接电流太大、电弧过长、运条方式和角度不当、坡口两侧停留时间太长或太短均有产生咬边的可能。
3改进措施
(1)施工环境控制从对焊接质量影响因素的分析中,可以发现现场环境会影响施工的质量,因此在施工前需要对环境进行良好的控制,主要是防风措施需要尽可能落实,另外就是温度的控制,若是温度过低,就会产生冷纹裂,这是焊接中需要注意的问题,但是温度若是过高也会造成质量问题。防风方面主要是搭建防风棚,若是风速过高就要禁止施工,在雨天也要禁止施工。
(2)施工操作控制在焊接前需要注意清理,对焊缝的清理要严格,并在清理后进行检查,要在焊件的周围清理打磨干净,并明显可以看出金属光泽,在焊接中要严格依据工艺的要求,选择合适的参数,注意控制焊接的速度,掌握好电弧的长度,焊接操作符合质量要求。
(3)焊后监管完成焊接操作后,还需要对焊缝进行检查,需要参照图纸的要求,若是存在上述三种常见的问题,那么就要进行打磨和补焊,直到焊接效果达到了图纸的要求,同时焊接不合格的技术人员需要进行重新考核,或者换技术人员。
总之,LNG储罐建设中,焊接施工是非常复杂的施工环节,在焊接中也会存在一些质量问题,那么要想避免出现这些质量问题,就要分析施工影响因素,然后采取针对性的措施,本文对三类常见的质量问题进行了针对性分析,并对焊接施工提出了质量控制的对策,希望可以对施工质量提升起到作用。
