-
 天然气真空相变炉
天然气真空相变炉
每次运行锅炉之前检查锅炉的煤气压力是否正常,长治真空锅炉,一...
-
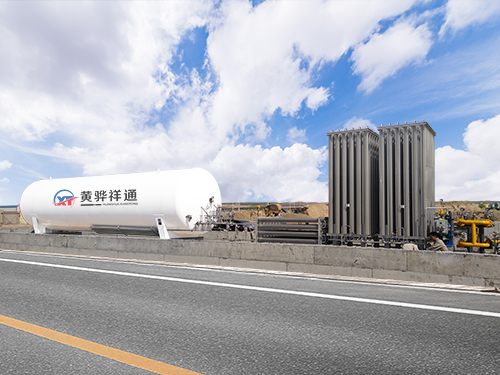 LNG气化站,气化站
LNG气化站,气化站
LNG气化站安全管理,核心内容是要围绕如何防止天然气泄漏、消除引...
-
 LNG储罐,液化天然气储罐,LNG天然气储罐,LNG低温容器,LNG低温储槽
LNG储罐,液化天然气储罐,LNG天然气储罐,LNG低温容器,LNG低温储槽
LNG储罐,隔热型式采用真空粉末隔热技术,储罐内筒及管道材料选用...
-
 有压相变加热炉-XB
有压相变加热炉-XB
有压相变加热炉-XB利用真空相变技术,壳体内压力变为负压,使加热...
-
 水套炉
水套炉
在水套炉的筒体中,装设了火筒、烟管、油盘管等部件,他们占据了...
低温储罐安装工艺特点与形成呈现渗漏毛病原因
其一、低温储罐安装工艺特点
总体工艺:罐壁采用倒装法施工、罐顶气举法施工。
1、低温储罐罐顶施工特点:
.1、预制:
低温储罐外罐罐顶在搭设起的临时架台上进行安装焊接,行是架台的搭设,然后为罐顶钢结构的组装焊接,较后为罐顶板的组对焊接,低温储罐外罐顶的吊装采用150吨的履带吊。
罐顶钢结构应在罐顶临时支撑架台搭设完成后进行。罐顶钢结构中心环应在地面进行预制、检查,确认合格后,安装在中心柱上,在中心环上标出各钢结构骨架的安装位置。为了增强架台的稳定性应采用两台吊车进行钢结构分组对称安装,应在砼壁上划出定位线,以控制罐顶钢结构的安装位置。在安装每组钢结构子骨的连接环梁时无须定位板,间隙为零可直接安装在主骨和子骨上。钢结构的焊接应采用隔组焊接的方式。在焊接好的各组钢结构间安装子骨,这时安装钢结构间连接环梁要用定位板,间隙为1-2mm,钢结构的焊接仍采用隔组焊接的方式。
吊顶板在二级底板安装焊接完成即可进行。
在二级罐底上安装临时架台用于吊顶的安装。将预制成块的吊顶板运进罐内,按照施工图中的位置从中心向四周的方向进行安装。安装时应注意环板和分割板的孔的方向。在吊顶板及其环板、分割板和加固环焊接完成后就可用吊杆将吊顶板与外罐顶的吊架的连接成一个整体。
1.2、低温储罐罐顶举升拱顶的气举作业是储罐施工中非常重要的一项作业。并且气举作业中的手段材非常大,所以要提前准备预制工作,如钢丝绳的支架和滑轮、导向滑轮支架,临时内罐密封板、临时施工口、风道和密封胶布等等,其中有许多的附件要在气举之前装入吊顶之内,技术人员要详细参阅图纸,不要少项,并且这些附件要在气举之前预制、安装完成。
在试升顶的基础上,确认对正式升顶无障碍后,开始正式升顶,正式升顶应选择在好的天气下进行。
在较终检查完后,各有关人员就位于指定位置。然后开始打开1号鼓风机,开始升压,当罐内压力达到上升压力后,调整鼓风机的风门,使其达到上升速度(30mm/min),当密封带通过2号鼓风机的风道后,启动2号鼓风机,另外调整1号鼓风机的输出风门,使其达到50mm/min的速度,当通过两重门后将上升速度提高到100mm/min,当通过临时施工口后,将速度提高到(150-200)mm/min。
低温储罐罐顶开始上升时,罐内的检查人员要仔细检查罐顶上升中有无障碍,在罐顶上升过程中仔细确认罐顶的水平度和平衡度。还要确认罐内的压力和上升速度。
鼓风机班要经常监视鼓风机的动作状况(电流、风门大小等)。测量班应随时报告罐顶的上升位置。
当罐顶将要到达上部临时壁板前,慢慢降低罐顶上升速度,检测罐顶与压力环(外罐壁与罐顶的连接构件)的安装位置是否正确,如错位可用杠杆式调节楔、千斤顶等来调整位置。调整后即可让罐顶与压力环搭接,然后固定焊接。
2、内罐罐底施工特点
2.1、底板铺设:
内罐底板应在内外罐底间环梁保温结束后进行,因此时外罐顶已安装焊接完毕,内罐底板只能从临时施工口运入,因此应在施工口处搭设运板滑道,将底板运入罐内,底板在罐内的运输采用自制的运板车进行。在运输过程中,由于罐底已铺设了保温用的玻璃砖及干砂,所以为了不破坏砂面及防止碾压碎保温用的玻璃砖,在作业人员的脚下和车轮下放铺设临时板。如果微小破坏沙面水平处,立即复原,才能继续施工。
2.2、边缘板安装:低温储罐内罐边缘板采用对接焊,因此内罐边缘板应在由三脚架搭起的平台上进行组装,以便于进行X射线探伤。安装要点为几何尺寸的控制与调整。
考虑到边缘板各自焊缝的横向收缩变形和角焊缝焊接纵向收缩变形对边板的影响,为罐体几何尺寸,组装时边缘板安装半径应适当放大。
按放大后的尺寸在环梁上划出边板安装位置线,其垫板可先行铺设,亦可把垫板点到边板上,按位置线顺时针安装边缘板,留出一张调整板,安装时注意坡口的间隙为外周小间隙,内周大间隙,边板组装后进行点焊,点焊长度为80毫米/300毫米,点焊时按规定清理坡口和预热,同时安装焊缝引出板和安装防变形的固定卡具。 防变形工卡具、眼块与底板满焊牢固,工卡具间距为200毫米。引出块坡口与边缘板坡口相同。
边缘板一周安装完毕,工卡具固定牢靠,清理坡口,按规定预热,由多名焊工,每名焊工一道焊缝或几道,焊工均布一周,同时对称的进行焊接。焊接方向从内向外进行,把收尾焊缝焊到引出板上,焊缝位置为从边缘板外侧向内侧300毫米长。
先打底焊300毫米,PT探伤合格后将300毫米长焊缝焊完。按要求每条焊缝的外端300毫米内进行射线探伤合格后,即可以安装壁板。余下的焊缝待第三节或第四节板安装焊接结束后,大角焊缝焊接完再进行焊接,焊接时用砂轮打磨已焊焊缝,端部成一斜坡形凹槽,便于以后接头。
在完成边缘板上罐壁板安装垂直部位300mm的焊接,确认其合格后,将边缘板沿顺时针方向依次吊起,撤除底部临时架台,使边缘板落到环梁上,然后对边缘板外径进行测量是否是正圆,若不是正圆应重新起吊、下落。
300毫米焊缝焊完后,原组对安装的工卡具不允许拆掉,直到边板所有焊缝焊完后才能拆除。
3、罐壁施工特点:罐壁施工为正装法,安装方式与以往低温储罐施工相同,只是需要在一节壁板预留施工口,此处壁板在组对时不安装。
3.1、施工口的预留壁施工口在一节壁板组立时,在底板上标出准确位置,壁板组立时,按照正常施工,只是施工口处的壁板只用工卡具固定,不进行焊接。待二节和第三节内壁板组焊结束后再进行拆卸,1H及角焊缝施工口两侧300mm范围内留下不焊接,在施工口周围3个方向上安装补强材,注意水平补强材和纵向补强材之间不得留有间隙,在纵向补强材和边板之间不得有间隙,补强材和外部侧板用龙门板及斜楔拉合,焊接侧板和补强材,用临时吊车起吊施工出入口,卸除对接夹具,折除施工口,因为从内外槽间搬出,所以可以临时撤去内外槽的脚手架。
3.2、施工口的组装低温储罐外罐施工口的组装,确认罐内施工已完成,附件均已安装完毕,并且内外罐施工口板亦已运到罐内,撤出不的器具。此时可以进行砼壁施工口的浇筑施工,砼壁施工口浇筑完成后,开始外罐施工口的组装。用临时吊车起吊施工口,由内壁施工口拉入吊起,将施工口壁板贴紧砼壁,组立到安装位置,完成焊接。
内壁施工口的组装,由于内壁施工口会发生若干变形缩小,因此,需测定各尺寸,沿此尺寸加工施工口板,用临时吊车起吊施工口,实施对接。组对完成后,按立缝―1H―大角缝的顺序进行焊接,检查合格后,将托架式脚手架及其它施工机具搬出,完成施工口的安装。
其二、形成低温储罐呈现渗漏毛病原因
气储罐在运用一段时间之后,可能会因为用户平时的一些操作不当错误呈现一些毛病,这个时候我们就需求的留意了。在发现低温储罐呈现毛病之后要及时的处理才行。特别是当低温储罐呈现渗漏之后要找出形成这一问题的原因才行。
有的朋友在运用低温储罐时,总发现有低温储罐发作渗漏事件,这真实令人苦恼,低温储罐为什么会发作渗漏呢?下面带你一起来看看低温储罐渗漏原因。
1、与低温储罐的焊接技能有关,或者是焊接资料方面的问题,比如焊接资料没有挑选好,或者是一些其它的问题。
2、与低温储罐的板材厚度有关,假如板材的厚度不合格的话,那么也会使低温储罐呈现渗漏现象。
3、与低温储罐的接头的原料有关。一般来说,低温储罐的接头部位也应该是运用不锈钢的,假如出产企业图廉价而运用铁的话,就会形成铁锈蚀,进而发生渗漏的状况。
低温储罐的质量跟什么要素有关?
低温储罐作为一种发醇容器,现在在其日常日子当中也了广泛的应用,在其酒厂当中,这种产品都了重要的运用,而就这种低温储罐的资料而言,低温储罐是采用钢制资料所加工而成的,所以这种钢质资料也决定着这种产品的质量,假如这种不锈钢资料的质量较好,因而使得其产品的质量也是很好的。
当然关于制酒设备而言也是影响到产品的质量,这也是重要的一个要素。关于低温储罐这种产品是需求日常保护的,当然保护力度的巨细也会影响着低温储罐的质量,所以在日常运用过程中需多加留意,这样也会延伸产品运用寿命。
