-
 天然气真空相变炉
天然气真空相变炉
每次运行锅炉之前检查锅炉的煤气压力是否正常,长治真空锅炉,一...
-
 LNG气化站,气化站
LNG气化站,气化站
LNG气化站安全管理,核心内容是要围绕如何防止天然气泄漏、消除引...
-
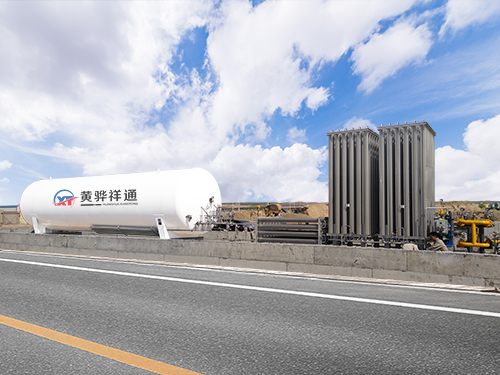
 LNG储罐,液化天然气储罐,LNG天然气储罐,LNG低温容器,LNG低温储槽
LNG储罐,液化天然气储罐,LNG天然气储罐,LNG低温容器,LNG低温储槽
LNG储罐,隔热型式采用真空粉末隔热技术,储罐内筒及管道材料选用...
-
 有压相变加热炉-XB
有压相变加热炉-XB
有压相变加热炉-XB利用真空相变技术,壳体内压力变为负压,使加热...
-
 水套炉
水套炉
在水套炉的筒体中,装设了火筒、烟管、油盘管等部件,他们占据了...
LNG储罐地面储存技术和顶壁制作安装
其一、天然气储罐地面储存技术
目前,天然气的储存方式主要有气态储存和液态储存两种,其中前者包括地面储罐储存、管道储存和地下储气库储存等。
1、地面储罐储存
天然气地面储存一般采用金属储气罐,天然气储罐按压力分为高压和低压两种。低压储罐的工作压力一般为0.004~0.005MPa,多为化工厂、石化厂作工艺气的中间储存,高压储气罐的工作压力一般为0.25~3.0MPa,主要用于城市配气系统供昼夜或小时调峰用。
2、管道储存
天然气管道储存有输气干线末段储气和利用管束储气两种方式。
输气干线末段储气,是指在供气低峰时,将富余的气储存在输气干线末段,随着管内气体压力逐渐升高到然后一个压气站允许的较高压力,到用气高峰时,该储气段压力降到城市配气管网允许的较小值,将储存的气体输出,增加供气量。
管束储气,即使用一定直径和一定数量的管子构成管束,埋设于供气点附近,用高压天然气或压缩机将天然气注入管束中,待高峰用气时输出。
管道储气容量较小,主要供城市昼夜或小时调峰用。
3、地下储气库储存
地面天然气储罐和管道储气只能作为昼夜用气不均衡性的措施,要解决季节用气不均衡性问题,根本的办法是建造地下储气库。如果没有地下储气库,干线输气管道就应根据冬季的用气量进行设计。在冬季,输气管道将满负荷工作,而到夏季,由于用气量减少,输气管道的负荷将下降,因此,管路和设备的利用率降低,固定设备投资在输气成本中所占的比重将提高。在冬夏季用气量相差悬殊的情况下,输气管道夏季负荷降低,不但在经济上不合理,而且在输气工艺上造成很多困难。如果有地下储气库,干线输气管道就可以根据日平均用气量进行设计,在夏季,多余的气体注人地下储气库,在冬季,不足的气体由地下储气库补充.这样,输气管道全年都是在满负荷下工作,管路和设备的能力可以得到充分利用。
地下储气库具有储气容量大、节省地面LNG储罐投资、不受气候影响、维护管理简便、可靠、不影响城镇美化规划、不污染环境等优点。
地下储气库主要有利用枯竭的油田或气田作地下储气库、利用含水层作地下储气库和利用盐层作地下储气库三种类型。
天然气以气态形式进行储存和运输,由于其体积庞大,压力很高,因此通常将其在常压下深冷到-160℃进行液化。在标准状态下,其液态体积为气态时的1/600,而密度相当于气态时的600倍,因此无论对远洋贸易运输,还是储罐储存,都具有较高的经济价值。
天然气液化储存方式不受地理位置、地质构造、距离和容量等的,占地少、造价低、工期短、维修方便。对于无油气田、水层建造地下储气库的城市,可以利用这种方式进行调峰。
由于液化天然气具有可燃性和超低温性(-160℃),因而对储存设施(储罐)的要求很高。目前国外液化天然气的储存主要是储罐储存,储罐分地下和地上两种。储罐形式的选择取决于投资费用,也取决于因素及其它一些制约条件。在常压下储存液化天然气时,储罐内压通常为3.4~17.2kPa。
其二、储罐顶、壁的制作安装
1、LNG储罐壁安装使用倒装法:(1)低温储罐罐壁组装前,应先在已经焊完对接缝的底板边板上划出较上和较下一节壁板的圆周线,并沿较上一节圆周线内侧,每隔一定距离临时点焊定位角钢;(2)一圈壁板(从上往下数)组装后,应按设计要求检查其周长,并于立缝焊 接后,安装包边角钢。角钢高出壁板的局部偏差不大于±4mm。包边角钢的焊 接次序:应先焊角钢对接缝,再焊内部断续焊缝,然后焊 接外部连续焊缝;(3)拱顶板安装前,应检查包边角钢的椭圆度,并根据排板图等分划线,然后点焊拱顶板的定位挡板;(4)罐顶板应对称地进行组装。为防止顶板下凹,凸度用弦长等于1.5m的样板进行检查,间隙应不大于6mm;(5)罐顶板应按下列顺序进行焊 接:a、焊缝型式和尺寸按照图纸的设计要求,先焊底部焊缝,后焊上部焊缝。b、焊缝应先焊环向上焊缝,再焊径向长焊缝施焊应由向外,并采用分段退步法。c、顶板和包边角钢间的环缝应由几名焊工对称均匀分布,沿同一方向用分段退步法施焊;(6)罐壁应按下列顺序进行焊 接:a、罐壁与罐底连接的环形角焊缝的焊 接,应在一节壁板的立缝焊完后进行,型式和尺寸应符合设计图纸要求。b、罐壁环缝的焊 接,应在其上下两节壁板的立缝全部焊完后进行。c、为了减少焊 接变形,罐壁立缝和环缝焊 接时,都应采用必要的防变形工具,型式和尺寸应符合设计图纸要求。d、罐壁内侧焊缝不宜过高,壁板内侧的焊瘤应铲平。
2、起吊方法:(1)在LNG储罐底板上根据储罐直径大小以及每带壁的宽度立四到六根扒杆,在扒杆下端焊一面积为0.5㎡、厚10mm钢板,起吊根据重量和起吊高度用手拉葫芦,将扒杆顶部互相连接起来,以增强各扒杆的整体稳定性;(2)一节以下各节壁板的组装均应留出一道活口,当外侧的其它立缝全部焊完后,即在活口处用手拉葫芦将壁板拉紧,使其紧贴于上节壁板再进行起吊,并组对和焊 接两节壁板之间的环缝;(3)起吊时,应采取适当措施控制两节壁板搭接的宽度偏差,防止吊冒;(4)活口两侧的环缝,应留出大约1m暂不焊 接,待活口切割和组焊后再焊。每圈壁板的活口应互相对称错开;(5)环缝应先焊内部断续焊缝,后焊外部连续焊缝。焊工应均匀分布并沿同一方向施焊;(6)各节壁板起吊前和立缝焊 接后,在其内壁下端组装一圈逼杠(临时加强圈),并与罐壁紧贴。
